
| 机械性能 | 优异 |
|---|---|
| 材质 | 铝合金 |
| 规格 | 按客户要求 |
| 加工能力 | 1000套每月 |
| 适用范围 | 汽车,餐具,工艺品,翻砂铸造厂 |
| 质量体系 | ISO9002 |
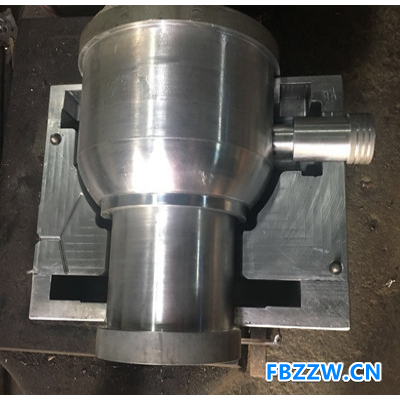
| 工艺类型 | 翻砂铸造模 |
| 作用对象 | 铝合金 |
| 主要加工设备 | 数控加工中心 |
| 加工设备数量 | 6 |
| 模具材质 | 铝材球墨木质 |
| 金相组织 | 铝合金球墨 |
| 模具分型面数目 | 两个 |
| 模具安装方式 | 移动式模具 |
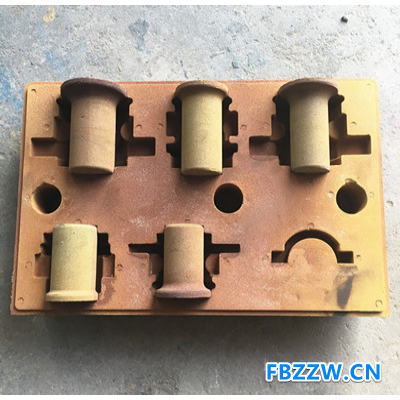
| 型腔数目 | 单型腔模具 |
| 品牌 | 衡骏模具 |
| 型号 | 可定制各类型铸造模具 |
| 加工定制 | 是 |
| 打样周期 | 8-15天 |
| 加工周期 | 8-15天 |
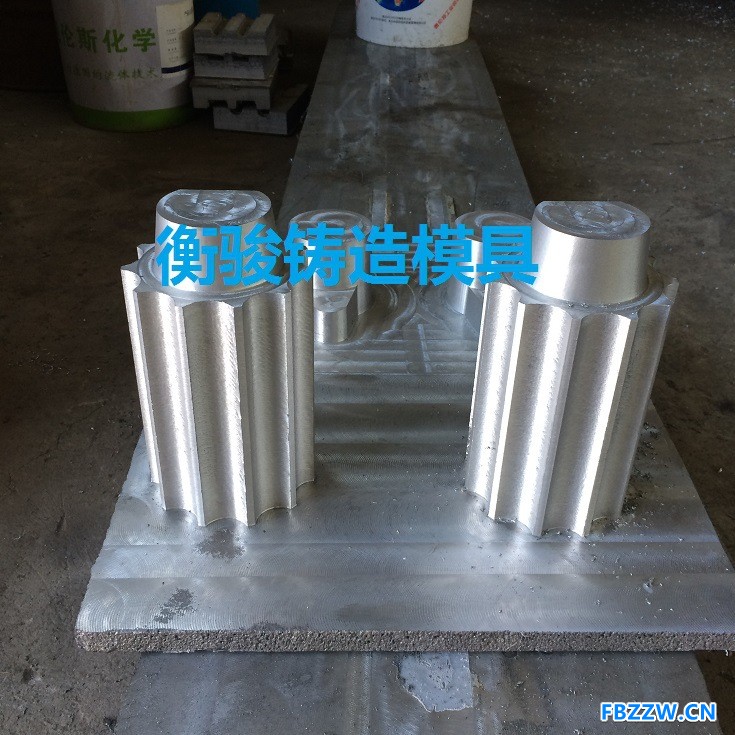
冷铁放置计算
为了保证厚大部位重要表面的质量,防止产生缩孔等缺陷,提高导轨硬度,需在导轨处放置外冷铁激冷[5] 。 冷铁尺寸=粗大部位尺寸×(0.25~0.4) 该工艺中导轨为粗大部位,应放置冷铁,根据导轨尺寸得: 冷铁尺寸=44mm×(0.25~0.4)=11~17mm 取中间尺寸15mm,选取15×40×100mm规格的石墨冷铁。




浇注系统除导入液态合金这一基本作用外,正确的浇注系统还应具有以下功能和注意事项:
a)使液态合金平稳充满砂型,不冲击型壁和砂芯,不产生激溅和涡流,
不卷入气体,并顺利地让型腔内的空气和其他气体排除型外,以防止 金属过渡氧化及产生砂眼、铁豆、气孔等缺陷
b)阻碍夹杂物进入型腔,以免在铸件上形成渣孔。
c)起一定的补流作用,一般是在内浇道凝固前补给部分液态收缩。
d)让液态合金以**短的距离**合宜的时间充满型腔,并有合适的型内 液面上升速度,得到轮廓完整清晰的铸件。
e)充型流股不要正对冷铁和芯撑,防止降低外冷铁的激冷效果及表面溶化,造成铸件壁变化。




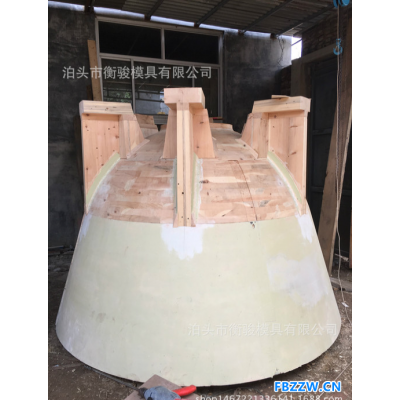
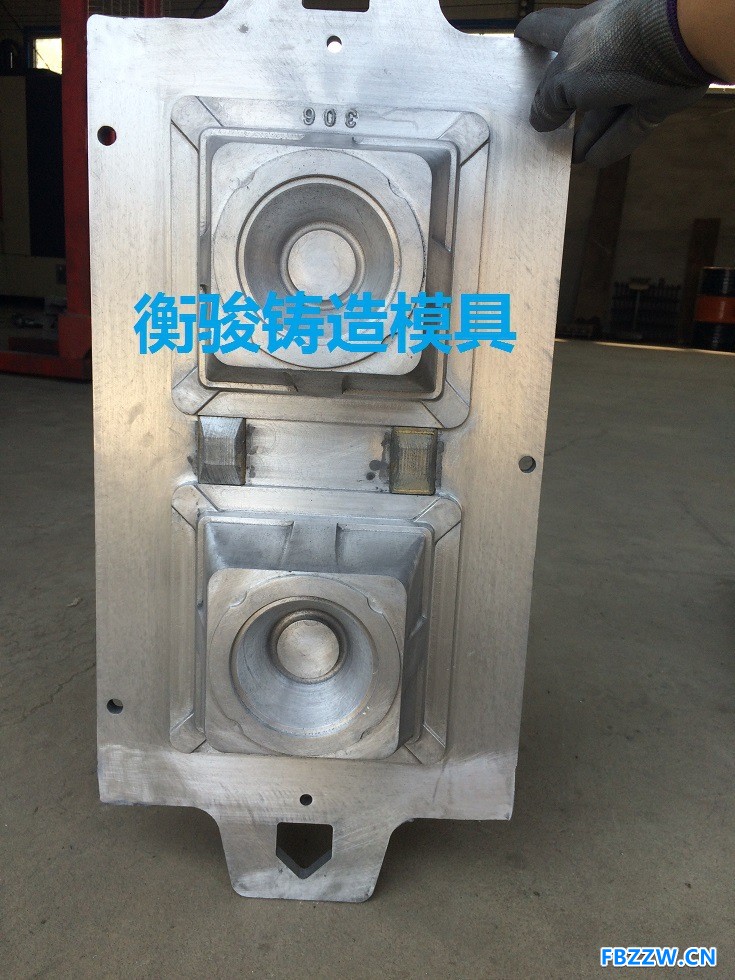
拔模斜度
为了在造型和制芯时便于起模而不致损坏砂型和砂芯,应该在模样或芯盒的出模方向带有一定的斜度。如果零件本身没有设计出相应的结构斜度时**要在铸型工艺设计时给出拔模斜度。模样的起模斜度,应不致使铸件超出尺寸公差。该铸件高度为525mm,起模斜度可选1:100。
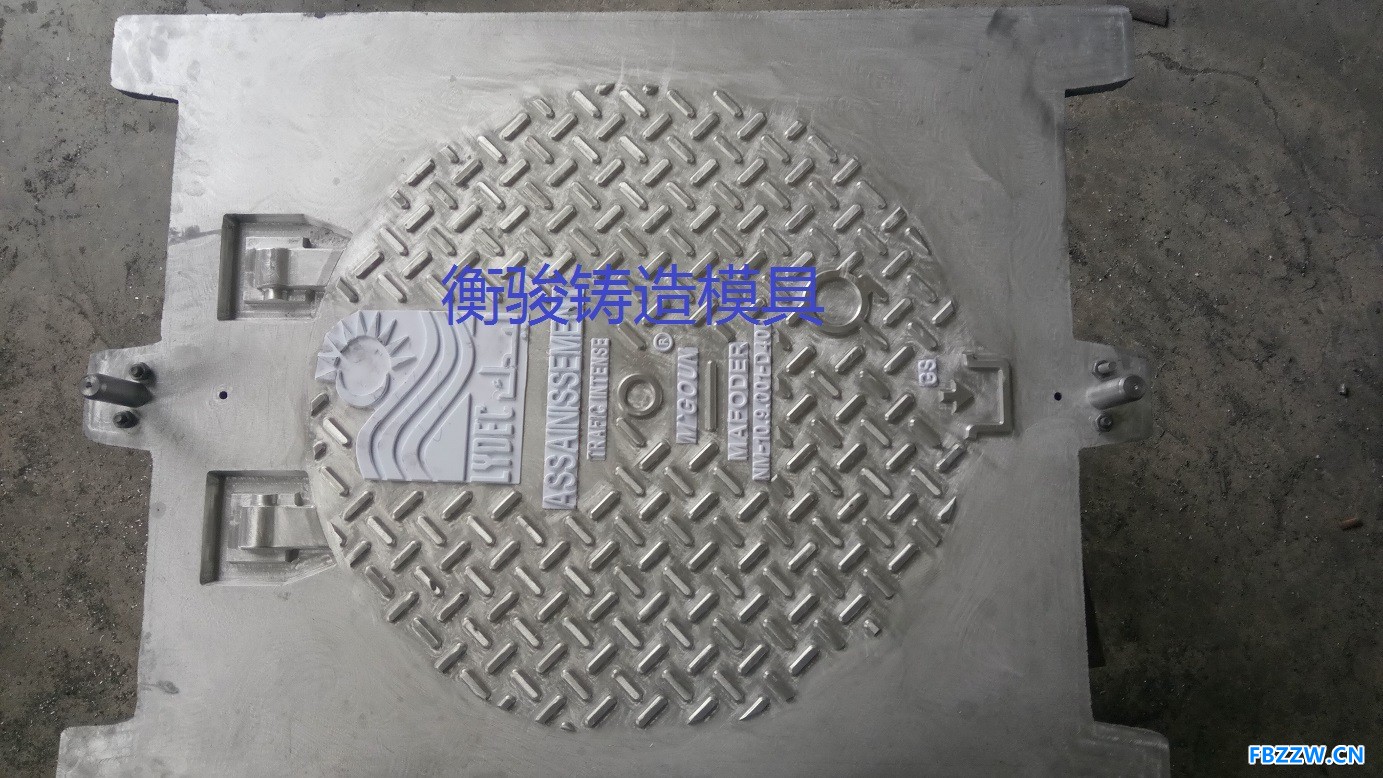
外模设计 所谓外模设计也即形成工件外表面的木模的设计过程,它主要从以下几方面考虑: a) 加工余量; b) 透门处由芯子带出还是由外模带出,若由芯子带出是否出芯头及芯头尺寸; c) 凸台及牙边等难撤料部位应采用活块处理; d) 与外部表面相关的不铸出孔不铸出面; e) 外表面上的螺丝窝及拐角等部位芯头尺寸。






公司位于:河北省泊头市后陈工业园区,多年来,衡骏机械模具坚持为客户提供**的服务,联系人:陈跃宗13932716465。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。衡骏机械模具期待成为您的长期合作伙伴!
公司网址;www.bthjmj.cn
未划线价格:未划线的价格是商品在中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化**终以订单结算页价格为准。 活动预热状态下: 划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化**终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化**终以活动是订单结算页价格为准。 *注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。