
产品介绍与分析
产品介绍
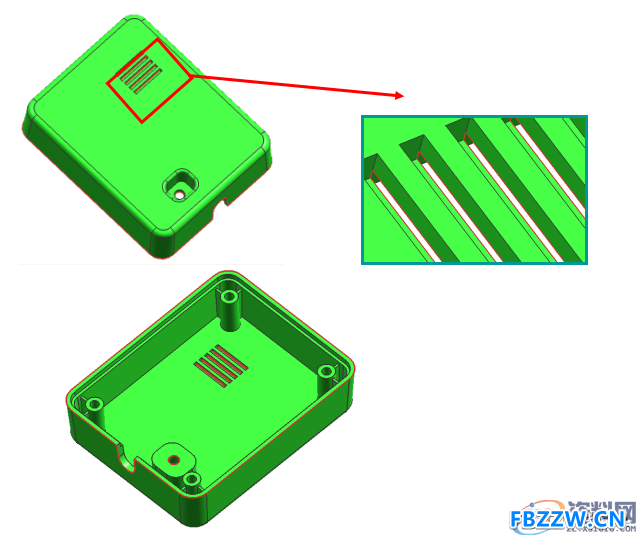
产品名称:机盖上壳
表面要求:抛光
产品材质:ABS+PC
塑料缩水:1.005
模仁材质:前 NAK80、后718H
模穴数:1X2
模具类型:大水口潜顶针\搭底进胶

产品出模分析
产品上所有直身面为0度面,设计时需做1-3度的出模角度(一般遵循骨位单边减胶最大0.1mm以内。但要注意骨位小头厚度不能小于0.45mm ),(在热变冷时就会产生收缩。收缩就会产生包紧力)拔模以减胶为主。

产品厚度分析
产品胶位尽量平均一个厚度,在做设计前一定要检查此项,如胶厚不平均产品成型后就会出现缩水痕。后期很艰对其修改。
分型线确定
产品分型线一定是产品的最大轮廓线,开模后一定要保证产品留要后模侧(因注塑机顶出系统在后模侧)。
前、后模确定

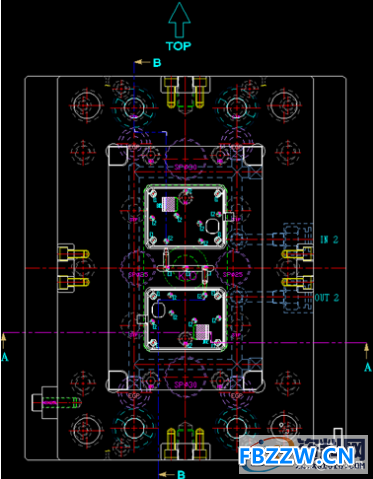
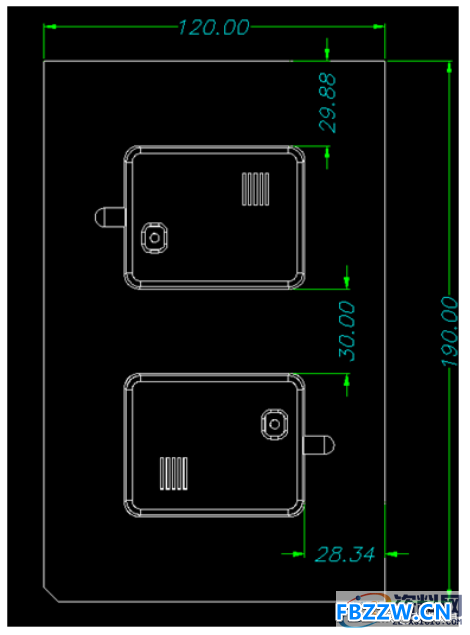
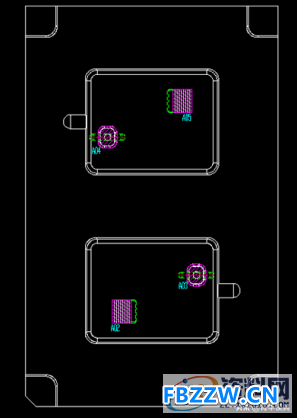
产品排位
因模具大小受注塑机格林柱限制,所以设计排位时尽量天地侧排布。

2D图的认识与标注样式设
2D图的认识
1、工程图是一门工程语言,应用广泛。不同国家针对不同应用范围有不同的工业标 准。在模具厂用到机械制图主要有:组立图、零件图、BOM表。
2、工程图的表达
1)图纸的规格
A0(841X1189)、A1(594X841)、A2(420X594)、A3(297*420)、A4(210*297)
A0折一半后变为A1、A1折一半后变为A2、 A2折一半后变为A3、 A3折一半后变为A4。
2)图框解释。
3)标题栏解释。
4)BOM表、零件表解释。
5)更正栏解释。

3、工程图面线型
1)粗实线:可见轮廓线、图框线。
2)细实线:尺寸线、剖面线。
3)虚线:不可见线。
4)点画线:轴线、对称。
5)双点画线:剖面符号线、胚料线。
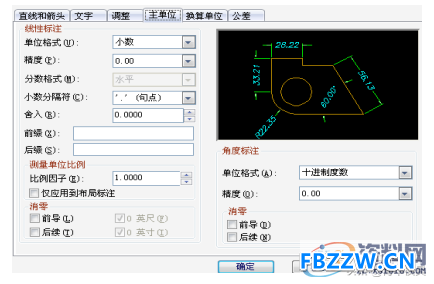
标注样式、球标大小比例设计
标注设制分尺寸界线,尺寸线,文本样式,箭头大小和全局比例几项设制。尺寸界线和尺寸线可用一种颜色,箭头大小2-2.5mm高就可以了,文本用(romans)罗马字体,大字体使用(gbcbig),字高2.5-3mm高就可以了。字体倾斜15度,需保留2位小数(特别是角度设制一定要)。球标字高4mm。按从左到右、从上到下排列。


整套模具设计流程
产品排位镜像说明
因我们在设计结构图时是在设计模仁,(就好比我们使用的印章)当用3D转换成2D时的产品从产品底面向上看的,模仁是从顶面向下看,两者属于镜像关系。
所以产品图一定要镜像一次才能和模会一样(两边对称的产品可以不镜像,如圆形产品)。

模仁大小设计
为保证有足够的封胶力,产品到模仁边需有25-30mm的距离(大产品需加大,但一般在50c以内),产品与产品中间需设计流道和进胶也需要25-30mm(牛角进胶需加大到35-40mm)。
镶件、虎口、枕位、基准角设计
为模具更好加工和排气以及模具寿命的考虑,设计时需适当的设计镶件。
虎口的作用是防止前、后模注塑时错位而设计,一般小模具15X15X5或20X20X5做10度的对插,为了好加工倒R5圆角过度。
产品边缘有缺口时先考虑用枕位,再考虑插穿。
基准角是为了加工时好区分方向和装模时的对照点。零件上的基准角是加工取数用的。
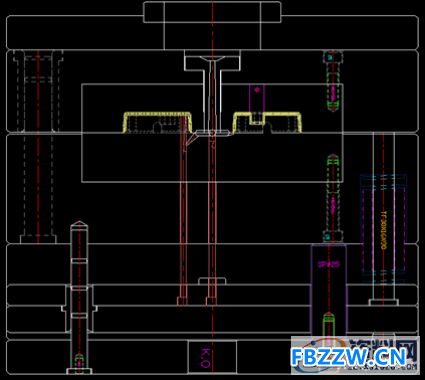
模胚规格确认
当已知模仁大小和进胶方式后就可以调入合适的模胚了。
为了好拆卸模具需按模胚大小不同设计橇模槽。
根据模仁高度在A、B板开框的4角倒不同大小的圆角或避空角。4角导角不小于R10,(一般模仁倒R12,模框倒R10)因CNC开框刀径越大,加工就越快,直角公差越小。
CNC下刀量一般是刀径的4-5倍。

进胶系统设计
在设计进胶系统时要查阅注塑机资,需知道注塑机炮咀SR、定位环规格,唧咀SR要比炮咀SR大1-2个R,定位环要比注塑机上孔小单边0.1mm,国内注塑机定位孔一般是直径100,定位环直径99.8。
撑握潜进胶和打底进胶的设计原理和方法。一套模具同样的产品不会做两种进胶,但我们在学习时要学两种进胶。


顶出系统设计
在设计顶出系统时顶针选取原则是:先圆后扁、先大后小。顶针设计尽量靠近粘模力大的地方,如骨位、侧壁边缘处。但最少要保持0.5mm的距离(主要是防止薄钢)。
原则上低于6mm以下的柱位不设计司筒顶针(但要做镶针来方便加工)。在设计司筒顶针时司筒壁厚最小不能小于0.5mm(单边)。

冷却、排气系统和螺丝设计
运水设计时尽量采用直径8mm以上(因冷却里面不干净,防止堵塞),冷却倍数是管径的4-5倍。进出水原则上是设计在非操作侧(基准角侧)。注意原则上进水离顶针、螺丝的安全距离是5mm以上。
排气设计在型腔侧(凹模),离型腔2-5mm开设,小模具宽3-5mm,深0.3-0.5mm。型腔边缘排气深0.01-0.05mm(按塑料特性开设),一般有生产部自行加工,设计上不显示。
螺丝设计时需均匀排布,螺牙离模仁边不能小于2mm,防水圈多的地方适当增加螺丝。原则上螺丝不小于M8。

顶出计算、弹簧和撑头设计
原则上顶出高度是产品在后模成型胶位高加5-10mm,但在设计潜伏式进时需把进胶处水口位置计算在内。如产品上有倒扣做斜顶时需先按斜顶最大15度以内计算(倒扣位比较深),如还满足不了斜顶脱模时就加大顶出高度。确定顶出高度后设计限位柱高度,限位柱尽量设计在OK孔上方。
模具上一般用黄、蓝两种弹簧,其压缩比是40%-45%以内,预压10%(长100以内的弹簧预压10),装模状态是预压后长度。长度设计方式:行程+预压/预压比,然后再取标准长度。
撑头尽量取直径30以上的,放置范围尽量不出模仁,离顶针板边缘最少保证10mm。
锁模块、边锁、编号、剖面线设计
锁模块是模具运输时防止模具自己打开而设计的,所以也叫运输块。小模具在操作侧设计一个就够了,大模具调角做两个。
边锁需按标准设计,纵向和横向各两个,不可过多,要防止过定位。现一般用0度边锁。
所有的镶件、顶针、螺丝、运水都需要有编号。镶件从基准角编起,顶针从大到小或从小到大编起,螺丝要侧视图上从左到右、从上到下编起。运水编号从前到后、从上到下编起。
剖面线编号需和侧视图对应,转折处用粗线表示。模具天侧需标上TOP和箭头标示。
垃圾钉回针下面一定要有,按模具大小中间位置适当增加。
图框调用、胶口放大图、产品轴侧图、运水轴侧图设计
组立图图框一般A2以上,根据模具大小调用合适的图框,25以下模胚用A2图框就可以。
进胶位置一定要有放大图,让看图的人了解进胶大小。
产品需有轴侧图显示(假3D),让看图的人了解产品大概形状。
运水轴侧图是方便看清运水走向和联接方法。
标题栏、明细栏填写
标题栏需填写清楚,因每家公司所使用图框都不一样,填写时需按各分司要求不同填写完整。
明细栏关系到物料完整,填写必须和组立图上球标,编号对应。
打印设制我们按颜色设制,可见轮廓线打印0.25-0.3mm宽,标注文本打印0.25-0.3mm宽,其它全部0.1-0.13mm宽。
材料单填写和采购附图。
材料单必须和明细栏对应,需填写清楚材料名称、规格、数量、材质。有特殊要求的需备注清楚。
有些材料须附图采购,如:司筒。在制作采购图时需注意余量问题。
我们是知识搬运工,我们是技术传播者!
东莞潇洒职业培训学校目前开设课程有:学历提升、积分入户、数控编程培训、塑胶模具设计培训,压铸模具设计培训、冲压模具设计培训,精雕、ZBrush圆雕培训、Solidworks产品设计培训、pro/E产品设计培训、AutoformR7工艺分析培训,非标自动化设计、PLC编程、工业机器人、CNC电脑锣操机、平面设计等培训课程,潇洒职业培训学校线下、线上等网络学习方式,随到随学,上班学习两不误,欢迎免费试学!
线上免费试学: xsmj.ke.qq.com
联系电话:18029183887(微信同号)QQ:2958861564
学校官网:www.dgxspx.com 智造人才网:www.58hr.net
学习地址:东莞市横沥镇新城工业区兴业路121号-潇洒职业培训学校
