
近几年随着人们生活水平的提高,汽车需求量也越来越大,各汽车厂的竞争日趋激烈,不断投入具备成本竞争力的新车型抢占市场,与此同时,用于生产汽车钢材所需的铁矿石与焦炭等自然资源却日趋紧张。提高材料利用率,不仅能降低汽车的制造成本,提高汽车品牌的竞争力,而且也符合节能降耗的环保理念。
工艺优化
落料排样优化,减少废料
针对一些异形的冲压件,可以对开卷落料模具内毛坯板料的排布方式进行优化,以减少废料,尽可能多的开卷出毛坯板料,提高材料利用率。
图1为T6车型的左右内纵梁落料模内毛坯板料的排样优化,将原先一步距产出一张板料,优化为一步距产出两张板料,减少了废料的重量,使得左右内纵梁的材料利用率从78.2%提升到87.6%。
材料规格合并,减少废料
为提高市场竞争力,丰富销售产品阵线,每年汽车厂都会有新车型的投入,新车型零件投入都会有新规格材料产生。当车型批量生产结束时,对应的专用钢材都会因消耗缓慢而占用库存,因此每增加一种新规格的钢材就会造成库存和管理成本的增加,汽车厂必须尽可能保证钢材的通用性,减少钢材的品种数量。
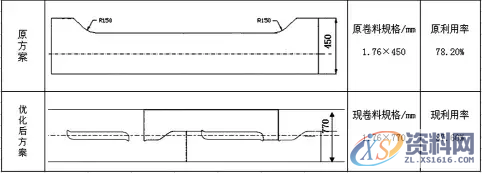
图1 排样优化对比图

图2 T6车型的机罩外板排样优化过程图
图2为T6车型的机罩外板排样优化过程,T6车型的机罩外板卷宽为1330mm,开卷步距为1820mm,需要使用落料模;而X7车型的机罩外板的卷宽为1830mm,使用弧形摆剪剪切落料,无废料。
由于T6机罩的开卷步距与X7机罩卷料的料宽相近,通过现场验证,可以使用X7机罩的卷料,按步距1170mm的参数,用弧形摆剪生产T6机罩的板料。
通过工艺优化,材料利用率提高3.7%,同时减少原T6机罩外板专用的钢材规格,增加了材料的通用性,降低了库存与管理成本。
模具设计优化,一模多件
在一套模具上同时生产多个零件时,利用大零件孔洞处的废料生产一个或多个小零件,达到提高材料利用率的效果。
B5车型机罩内板和T7门内板的模具(图3),分别利用机罩内板和门内板零件孔洞处废料,冲压出机罩加强板零件和门锁加强板,避免了单独使用材料生产机罩加强板及门锁加强板。

图3 一模多件,套裁利用示意图
模具设计优化,板坯组合
模具设计时,将左右对称零件设计在一起冲压成形,通过工艺优化,将两张板料冲压出两个零件改为一张板料冲压出两个零件,减少工艺补充面积,提高材料利用率。
图4为MX3车型的左右后门外板零件模具设计与M44车型左右后门外板模具设计对比。MX3车型的左右后门外板一张板料冲压一个零件,零件的四个方向都需要工艺补充面;而M44车型左右后门外板为一张板料冲压出两个零件,相当于减少一个工艺补充面。通过对比,M44车型后门外板材料利用率比MX3后门外板材料利用率提高4.16%。
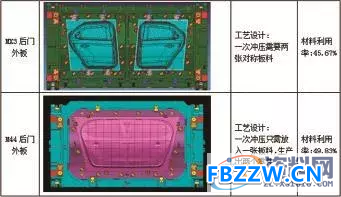
图4 模具设计对比图
材料尺寸优化
减小毛坯尺寸
通过调整毛坯板料在拉延模内的定位,减少拉延筋以外多余材料的工艺补充,从而减小零件所需的毛坯板料尺寸,提高材料的利用率。
图5为T/B车型前风窗下横梁零件,对拉延成形过渡件观察发现,拉延件的工艺补充区域还有很大一部分毛坯板料未被有效利用,通过测量,将此零件的开卷步距从原来的590mm减少到560mm,并对拉延模进行研合、对板料定位装置进行调整,经过外观检查和三坐标测量几何尺寸后确认:在板料步距减小30mm的情况下,零件成形正常,质量符合标准。

图5 T/B车型前风窗下横梁零件
T/B车型前风窗下横梁零件通过毛坯尺寸优化后,材料利用率提高2.4%。
控制卷料公差,增加毛坯数量
钢厂在生产钢卷和钢板时,对产品的厚度公差有一定的控制范围,表1为卷料尺寸控制标准。如果钢卷的厚度是按正公差交付到汽车厂,则开卷出来的毛坯板料厚度会在合格范围内偏厚,会造成毛坯板料和冲压零件的实际重量高于工艺定额重量,另一方面,会造成钢卷开卷出的实际板料数量少于理论数量,造成成材率降低。
例如R33顶盖零件,毛坯板料规格为0.8mm×1150mm×1680mm,材料牌号为DX54D+Z,其材料有三家供应商,三家供应商材料的公差尺寸均在合格范围内,但通过跟踪,其中一家材料每次开卷后的实际板料数量均少于理论数量,而另外两家钢卷材料开卷后的实际板料数量均略高于理论数量。
R33顶盖零件的工艺消耗定额为11.993kg。一个10t重的钢卷理论上可以开卷出R33顶盖板料为10000kg/11.993kg=834张。按照表1标准,R33顶盖零件使用的DX54D+Z材料的屈服强度小于280MPa,卷料宽度为1150mm,小于1200mm,因此最薄与最厚的板料厚度差异为0.06mm,则一个10t的钢卷最多和最少可以开卷出的板料张数分别为996张和771张,差异为125张,在采用负公差交货的情况下,相比正公差交货提高了15%的材料利用率。因此要求钢厂对钢卷采用负公差交货,可以显著增加毛坯数量,提高材料利用率。
废料收集再利用
部分零件在开卷落料时,会产生未利用的面积较大的废料,将这些废料用于汽车车身上其他小零件的生产,可以避免小零件所用材料的单独采购,节约了成本,同时也提高了整车的材料利用率。
表1 卷料尺寸控制标准

图6为R33后翼子板内板板料,其卷料规格为0.7mm ×1275mm,开卷时存在废料。前围上盖板零件的板料尺寸为0.7mm×445mm×1070mm,消耗定额为2.594kg,这两个零件的材料牌号一致,通过收集R33后翼子板开卷步距的废料用于生产前围上盖板零件,材料利用率提高13%。

图6 R33后翼子板内板板料
通过类似方法收集R33侧围外板废料,其卷料规格为0.85mm×1450mm,材料牌号为DX56D+Z。R33左右后轮罩前部零件,尺寸为0.8mm×930mm×254mm,材料牌号为DX56D+Z。
通过收集R33侧围开卷时产生的废料,并对废料进行人工修剪,得到的矩形板料可用于生产R33左右后轮罩零件,材料利用率提高8%。
挺高卷料重量,减少头尾浪费
冲压工艺流程为材料供应商以带包装的卷料供货,卷料拆包后通过开卷设备剪切成冲压所需的各种形状板料,然后冲压出各种零件。开卷时需要对卷料外圈、内圈剪切处理,同时卷料头尾需要穿过开卷设备,每卷材料头尾约15米左右为生产正常损耗。因此开卷批量越大,卷料平均重量越重,开卷效率越高,卷料的平均损耗越少。
某车型整体侧围外板材料单车消耗60kg左右,冲压开卷线批量大,跟踪其侧围材料卷料重量,卷重分布范围为7t至15t,平均重量约10t,经过测算分析,如果将卷料重量提高到18吨,开卷线每批次将少生产一个卷料,即少一个卷料的料头料尾处理,侧围材料利用率可以提高约1%,开卷效率提高5%左右。结合设备能力,运输条件,向钢厂提出卷料重量要求,目前此侧围材料平均卷重18.5t,卷料转化为板料的利用率由原来的98.2%提高至99.2%(板料转化率=卷料净重/消耗定额×100%)。
结论
对冲压件而言,同一零件的材料利用率反映出工艺水平和技术水平的高低,本文结合冲压现场实际应用,从工艺优化、材料尺寸优化、废料再利用、卷料重量提高等方面介绍了提高汽车冲压件材料利用率的方法,通过上述方法的实际应用,提高了工艺、技术水平,为后续项目的工艺设计提供了参考依据。
提高材料利用率的方法很多,更多的方法需要通过实践验证,例如冲压覆盖件下料时,将现有的直线刀或圆弧刀改为波浪刀,通过改变板坯的形状,缩短板坯长度,从而提高材料利用率,此方法需要核算模具的投资、维修成本与提高材料利用率后的收益关系。总之,提高材料利用率是为了降低整车的完全成本,在做提高材料利用率方案时需要结合车型产量,考虑投资成本与收益的关系。
我们是知识搬运工,我们是技术传播者!
东莞潇洒职业培训学校目前开设课程有:学历提升、积分入户、数控编程培训、塑胶模具设计培训,压铸模具设计培训、冲压模具设计培训,精雕、ZBrush圆雕培训、Solidworks产品设计培训、pro/E产品设计培训、AutoformR7工艺分析培训,非标自动化设计、PLC编程、工业机器人、CNC电脑锣操机、平面设计等培训课程,潇洒职业培训学校线下、线上等网络学习方式,随到随学,上班学习两不误,欢迎免费试学!
线上免费试学: xsmj.ke.qq.com
联系电话:18029183887(微信同号)QQ:2958861564
学校官网:www.dgxspx.com 智造人才网:www.58hr.net
学习地址:东莞市横沥镇新城工业区兴业路121号-潇洒职业培训学校
