
制造双色塑料制品的方法目前有包胶法和双料注塑法,它们使用的模具分别称为 “包胶模”和“双色模”,它们的区别如下:
1,包胶模
包胶模也称为二次成型模具,先在第一套模具中用第一种塑料做出产品的一部分,然后将这个“半成品”放入第二套模具中,再注入第二种塑料,使得第二种塑料“包”住第一种塑料,得到所需要的制品。这种加工方法,两种塑胶材料不一定在同一台注塑机上注塑,不需要专门的双色注塑机。这种加工方法,目前使用还是比较广泛,但是生产效率比较低,不良品比较多,特别是大型产品。
2,双色模
双色模是指两种塑料材料在同一台注塑机上注塑,分两次成型,但是产品只出一次的模具。这种加工方法需要专门的双色注塑机,生产效率高,制造出来的产品尺寸精度高、耐久性佳、质量稳定。
双色产品介绍

双色成型— 单腔双色成型

双色成型-- 包胶成型

混色成型

双色成型原理
双色模具结构分:
A: 型芯旋转式结构;--机台旋转
B. 型芯(型腔)后退式结构;--不旋转
C. 跷跷板双色模具结构;--机台旋转
D. 脱板旋转式模具结构;--机台中心轴旋转
E. 型芯滑动式结构 ;--不旋转
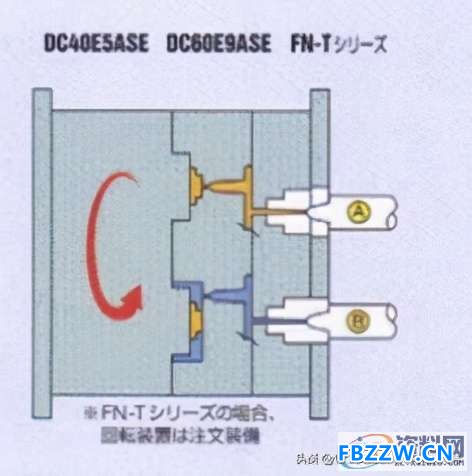
A 型芯旋转式结构:为目前常用结构.
1. 基本原理:
双色成型主要以双色成型机两只料管配合两套模具按先后次序经两
次 成型制成双色产品.
工作步骤:
1. A原料经A料管射入1次成型模制成单射产品A.
2. 经周期开模,产品A留于公模,成型机动模板旋转180度至B合模.
3. B原料经B料管射入2次成型模制成双射成品,开模顶出.
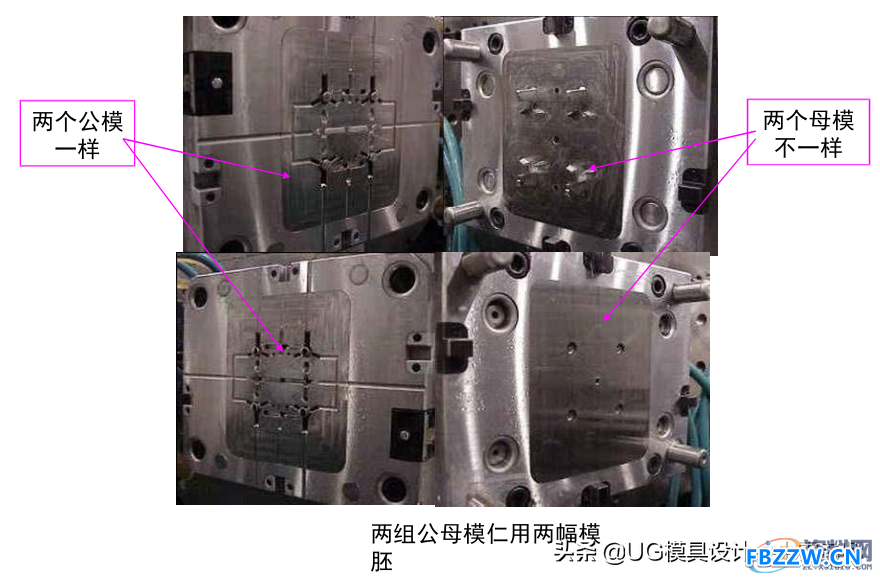
型芯旋转模有两种方式:
a. 两组公母模仁用两幅模胚;
b. 两组公母模仁用一幅模胚;


射出成型周期

3.平行射咀,主要用于旋转模, 应用于目前最普通双色成形机台


B.型芯(型腔)后退式模具结构
1. 基本原理:
型芯(型腔)后退式的工作原理: 一次注塑時,活动型芯在油缸的作用下往上运动, 将一次
产品封闭区域的边界处靠破出一個靠破孔; 二次注塑時,活动型芯又在油缸的作用下往
下 运动, 让出一個型腔的孔, 使得二次料成形型腔孔,完成后开模,取出产品.

2.射出成型周期

3. 45度射咀,主要用于型芯(型腔)后退式模具结构

东莞潇洒职业培训学校开设课程有:CNC数控编程、塑胶模具设计,压铸模具设计、冲压模具设计, Solidworks/pro/E产品设计、AutoformR7工艺分析,非标自动化设计、PLC编程、文职、电商、平面设计、新媒体等培训课程,潇洒职业培训学校线下、线上、随到随学等学习方式,上班学习两不误,欢迎预约免费试学!
线上免费试学: xsmj.ke.qq.com
学校官网:www.dgxspx.com 智造人才网:www.58hr.net
联系电话:13712128767(微信同号)QQ:2248239220
学习地址:东莞市横沥镇新城工业区兴业路121号-潇洒职业培训学校
