
| 主要加工设备 | 铣床、磨床、注塑机台等等 |
|---|---|
| 加工设备数量 | 14 |
| 加工能力 | 100 |
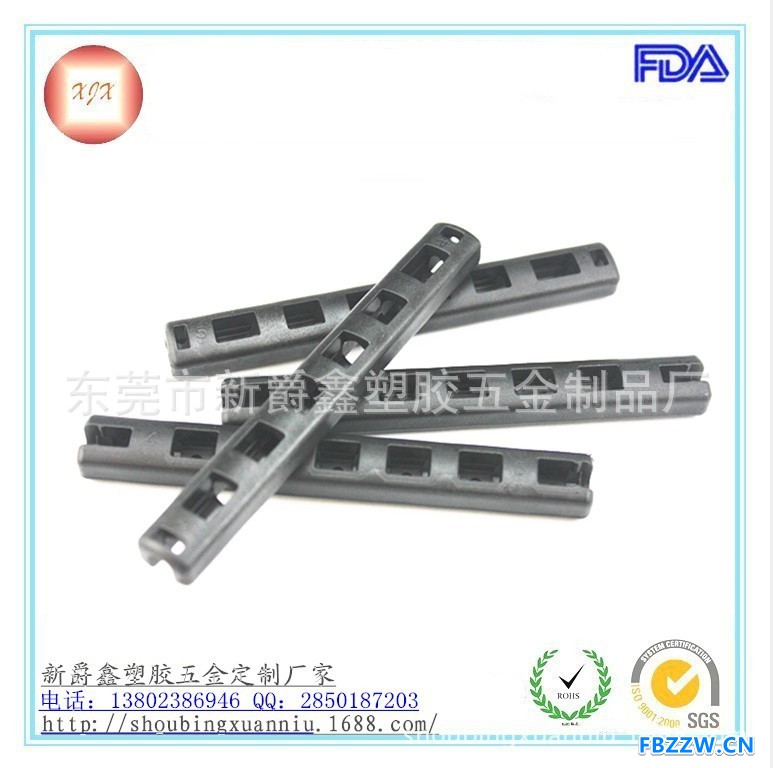
| 工艺类型 | 注射成型模 |
| 模具分型面数目 | 多个分型面 |
| 型腔数目 | 多型腔模具 |
| 模具安装方式 | 固定式模具 |
| 适用范围 | 家电,医疗,汽车,电子,日用品,鞋业,工艺品 |
| 质量体系 | ISO9002 |
| 排列方式 | 两款 |
| 模具材质 | 按客户要求 |
| 加工定制 | 是 |
| 产品材料 | pp/abs/pe/ps等等材料 |
| 厂家地址 | 广东东莞 |
| 主要加工设备:铣床、磨床、注塑机台等等 | 加工设备数量:14 |
| 加工能力:100 | 工艺类型:注射成型模 |
| 模具分型面数目:多个分型面 | 型腔数目:多型腔模具 |
| 模具安装方式:固定式模具 | 适用范围:家电,医疗,汽车,电子,日用品,鞋业,工艺品 |
| 质量体系:ISO9002 | 排列方式:两款 |
| 模具材质:按客户要求 | 加工定制:是 |
| 产品材料:pp/abs/pe/ps等等材料 | 厂家地址:广东东莞 |
PP为结晶型高聚物,常用塑料中PP**,密度仅为0.91g/cm3(比水小)。通用塑料中,PP的耐热性**好,其热变形温度为80-100℃,能在沸水中煮。PP有良好的耐应力开裂性,有很高的弯曲疲劳寿命,俗称“百折胶”。PP的综合性能优于PE料。PP产品质轻、韧性好、耐化学性好。PP的缺点:尺寸精度低、刚性不足、耐候性差,它具有后收缩现象,脱模后,易老化、变脆、易变形。
日 常生活中,常用的保鲜盒**是由PP材料制成。
成型特性:
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.
2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低温高压时容易取向,模具温度低于50度时,塑件不光滑,易产生熔接不良
,流痕,90度以上易发生翘曲变形
4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中。
加工性能良好:
PP属于结晶型聚合物,不到一定温度其颗粒不会熔融,不像PE或PVC那样在加热过程中随着温度提高而软化。一旦达到某一温度,PP颗粒迅速
融化,在几度范围内**可全部转化为熔融状态。PP的熔体粘度比较低,因此成型加工流动性良好,特别是当熔体流动速率较高时熔体粘度更小,适
合于大型薄壁制品注塑成型,例如洗衣机内桶。PP在离开口模后,如果是在空气中缓慢冷却**会生成较大的晶粒,制品透明度低。果是在水中急
冷(如下吹水冷法制薄膜),PP的分子运动被急速冷冻,不能生成晶体,此时的薄膜**是完全透明的。PP的成型收缩率是比较大的,达到2%
以上,远远大于ABS塑料(0.5%)。PP的成型收缩率可以随着添加其它的材料的种类及多少有所变化,这在制作具有配合尺寸的注塑制品时需认真加以考虑。