




| 按成型工艺分 | 固态模具与液态模具 |
|---|---|
| 按成型材料分 | 金属模具和非金属模具 |
| 按生产产量分 | 样件模(简易模)和量产模 |
| 按模具特性分 | 软模与硬模 |
| 按模具结构分 | 前模和后模 |
| 质量体系 | ISO9001 |
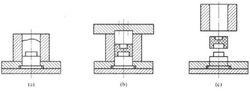
压缩成型原理
压缩成型原理如图昕示,成型时,先将粉状、粒状、碎屑状或纤维状的热固性塑料原料直接加入到敞开的模具加料室内,如图a)所示;然后合模加热,使塑料融熔,在合模压力的作用下,熔融塑料充满型腔各处,如图b)所示;这时,型腔中的塑料产生化学交联反应,使熔融塑料逐步转变为不熔的硬化定型的塑件,脱模将塑件从模具中取出,如图c所示。 [1]
 压缩成型原理
压缩成型原理
压缩成型特点
压缩成型主要用于热固性塑料的成型,与注塑成型相比,压缩成型的优点是:可以使用普通压力机进行生产;因压缩模没有浇注系统,所以模具结构比较简单;塑件内取向组织少,取向程度低,性能比较均匀,成型收缩率小,可以生产一些带有碎屑状、片状或长纤维状填充剂;流动性很差,难以用注塑方法成型的塑件和面积很大、厚度较小的大型扁塑件。 [1] 


